В процессе изготовления компонентов и изделий из пластмассы, критическую роль в определении их качества играет дизайн формы для литья.
Такие формы являются ключевыми элементами как в индивидуальном выпуске изделий из пластика по специальному заказу, так и в масштабном промышленном изготовлении.
Модульные формы состоят из нескольких деталей, что позволяет их классифицировать по различным критериям.

Из чего состоят формы для литья пластмассы?
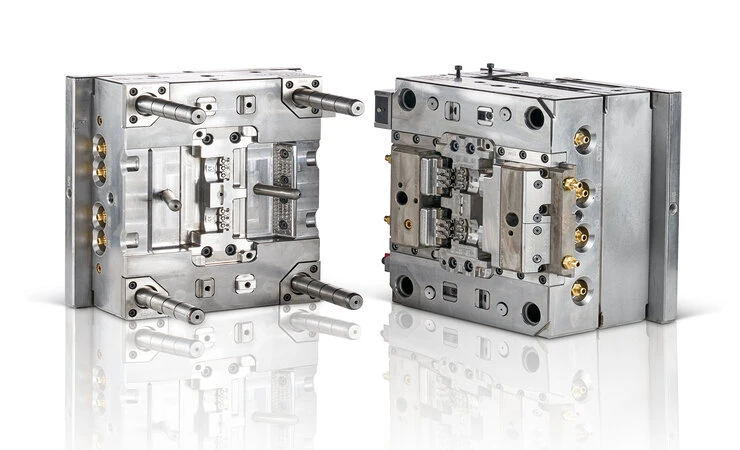
Пластиковые изделия литьевым методом формируются с использованием пресс-формы, которая состоит из статичной части, называемой матрицей, и движущейся части - пуансона.
Эта конструкция не только исполняет роль пресса, но и одновременно формирует верхнюю часть литого изделия. Важной особенностью формы являются литниковые каналы, через которые в пространство указанными выше компонентами формы подается расплавленный пластик.
Эти протоки могут поддерживать как нормальную температуру, так и быть оснащенными системой подогрева для улучшения качества литья.
Помимо ключевых элементов, форма оснащена дополнительными компонентами для эффективной работы. Втулки и колонны обеспечивают точное соединение пуансона и матрицы при закрытии формы, а также правильное расположение пуансона. Для извлечения готовой продукции из матрицы применяются выталкивающие штифты.
В случаях, когда их ход оказывается недостаточным для полного извлечения изделия, используются дополнительные устройства - подкладные платформы или специальные подпорные бруски.

Преимущества конструкции
Это конструктивное устройство сохраняется для любых типов производимых конструкций. При замыкании формы, ее элементы должны соприкасаться максимально плотно.
Этот принцип не просто улучшает качественные параметры готовых продуктов, но и ведет к заметной экономии ресурсов, поскольку снижается потребление материала-сырья и сокращает объем необходимы после-производственных операций, таких как удаление излишков материала.

Разновидности литьевых пресс-форм
В области литья пластиковых изделий существует разделение на одно-гнездовые и много-гнездовые матрицы. В первом случае они используются для создания одного изделия за операционный цикл. Во втором варианте объединяются несколько элементов производственного цикла, связанных общей системой подачи материала.
При использовании технологии непосредственного прессования формы могут обходиться без системы каналов для подачи материала, при этом расплавленный пластик вводится напрямую в полость матрицы, а затем форма закрывается пуансоном, который формирует изделие. В отличие от этого, при литьевом прессовании пластик распределяется по замкнутой форме через специализированные каналы, и изделие извлекается после его охлаждения.
Литьевые формы для рассматриваемой производственной технологии классифицируются по количеству основных разделяющихся частей на 2-х плитные и 3-х плитные. Первые предусматривают одну линию разъема, в то время как 3-х плитные открываются в двух направлениях, что позволяет отдельно извлекать готовое изделие и удалять центральную часть системы подачи материала после завершения процесса.

Другие новости